發布日期:2022-08-21 點擊率:91
實現焊接自動化的兩個主要難題是:焊縫跟蹤和焊接質量控制。其中焊縫跟蹤是保證焊接質量的前提,所以實現焊縫的自動跟蹤就成為首先要解決的問題。一個焊縫跟蹤系統包括以下兩個主要的方面:傳感器與控制器。傳感器根據傳感方式的不同可以分為附加式傳感器和電弧傳感器兩大類。傳統的焊縫跟蹤傳感器多數是屬于附加式。例如,接觸式傳感器、電磁傳 感器和各種光學傳感器,這類傳感器都在焊炬上固定一個附加的機械、電磁或光學裝置,用于檢測焊縫的相對位置,其共同的問題就是傳感器與電弧是分離的,有復雜的附加裝置,應用起來不方便,效果也不夠理想。而電弧傳感器利用電弧本身作為傳感器,根據焊接電弧的基本特性提取焊接過程中的電流或電壓變化量作為傳感器信號。因此,與附加式傳感器相比,電弧傳感器有其獨特的優勢:
(1)檢測點就是焊接點,不存在傳感器先行的問題,是完全實時的傳感器。
(2)焊接機頭周圍不需要裝備其他特別的裝置,焊槍的可達性好。
(3)由于電弧本身作為傳感器,所以不受焊絲彎曲和磁偏吹等引起電弧偏移的影響。
(4)不僅可以跟蹤傳感,保證焊接參數的穩定,而且還可以改善焊縫的成形效果。
(5)抗光、電磁、熱的干擾,使用壽命長。
正是有這些優點使電弧傳感器已經成為近些年來弧焊自動跟蹤發展的熱點,但我國電弧傳感器的實用化還在起步階段。
一、電弧傳感器的原理
以電或機械方法使焊接電弧擺動,檢測焊接電流、電壓的變化,來判斷擺動中心是否偏離坡口中心,并進行修正。使電弧擺動的方法有機械式、電磁式和射流式。擺動軌跡可分為直線往復運動、圓弧運動和旋轉運動。在使用雙絲并列焊接時,也可不作擺動。
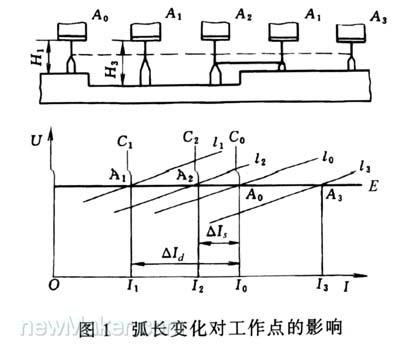
圖1為焊槍導電嘴與工件表面距離變化引起焊接參數變化的過程。圖中,E為電源外特性,C為等熔化曲線,l為電弧靜特性曲線。以平外特性電源、等速送絲調節系統為例,在穩定焊接狀態時,電弧工作點為A0,弧長l0,干伸長隨之變化,對應的等熔化曲線為C0,電流為I0。當焊槍與工件表面距離發生階躍變化增大到H1時,弧長突然被拉長為l1,此時干伸長還來不及變化,電弧隨即在新的工作點燃燒,電流突變為I1。但經過一定時間的電弧自調節作用后,弧長逐漸變短,干伸長增大,最后電弧穩定在一個新的工作點A2、弧長l2上,對應的等熔化曲線 C2、電流I2,結果是干伸長和弧長都比原來增加。在上述變化中,有兩個狀態過程即調節過程的動態變化(ΔId)和新的穩定點建立后的靜態變化(ΔIs)。動態變化的原因是焊絲熔化速度受到限制,不能跟隨焊炬高度的突變,靜態變化的原因是由于電弧的自身調節特性。
由以上所述,當電弧沿著焊縫的垂直方向掃描,焊接電流將隨著掃描引起的焊矩高度變化而變化,從而獲得焊縫坡口信息,達到傳感的目的。
二、電弧傳感器的研究及應用現狀
1.電弧傳感器的類型
目前電弧傳感器在實用中主要有以下幾種類型:
(1)非掃描雙絲并列型 該類型是利用電弧的靜態特性,當焊炬不對中時,兩電弧的高度不同將反映在電流(電壓)差上,從而實現焊縫跟蹤。但因為要同時用兩個參數相同的獨立回路電源并列進行坡口焊接,實現上有困難,所以實用受到限制。
(2)擺動式電弧傳感器 一般擺動式電弧傳感器是以機械式的居多,因受機構的限制,掃描頻率一般在5Hz以下,使得靈敏度較低,同時熔池中的液態金屬的流動和填充也為焊縫坡口識別帶來了障礙。
(3)旋轉掃描式電弧傳感器 旋轉電弧傳感器的原理是,在直流電動機的驅動下,利用導電嘴上的偏心孔使得焊絲和電弧旋轉,來實現電弧的高速掃描,一般掃描頻率為15~35Hz。這種設計能克服機械式的低掃描頻率帶來的一系列問題(見圖2)。
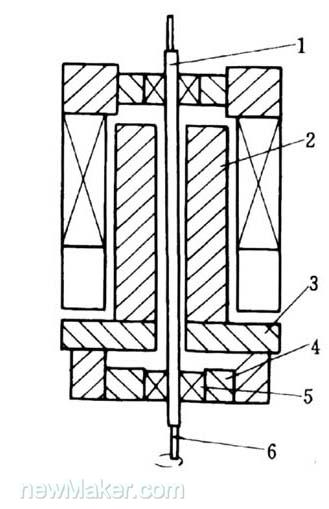
圖2 旋轉式電弧傳感器結構
1.電極 2.電動機 3.光碼盤 4.偏心機構 5.調心軸承6.焊絲
旋轉式電弧傳感器以其掃描頻率高,機械振動小,具有良好的動態品質和能夠改善焊縫成形等優點,逐漸成為電弧傳感器的新寵。
旋轉掃描式焊炬最早出現在日本NKK的關于窄間隙焊文獻中用來改善兩側熔合和角焊縫及多道焊的成形,后來發現高速旋轉電弧還可用于焊接跟蹤傳感,且靈敏度更高,就積極致力于高速旋轉電弧在傳感跟蹤上的發展,研究成功了高速旋轉電弧傳感器。
其原理是:在電動機驅動下,導電嘴繞自身轉動,利用導電嘴上的偏心孔使得焊絲端頭和電弧旋轉,來實現電弧的高速旋轉掃描。
1990年,清華大學給出了圓錐擺動方案。導電桿作圓錐擺動,而不繞自身轉動,這樣避免了焊絲與導電嘴之間的摩擦。1993年有了進一步發展,采用了空心馬達結構設計,使得結構更加簡單,減小了振動和噪聲,體積也大大減小,其設計的旋轉掃描焊炬的外徑只有80mm,可以像正常焊炬一樣使用,并申請了中國專利。南昌大學又在其基礎上作了進一步的改進,使 旋轉掃描焊炬的結構更為緊湊,其外徑減為45mm,體積減小10%,重量減輕20%,使減振性能更好。并已應用在弧焊機器人上,向實用化邁進了一大步。
2.電弧信號的處理及其控制技術
如何從電弧傳感信號中得到焊炬位置,即焊縫的左右、高低偏差信息,這也是實際進行焊縫糾偏最關鍵的環節。1978年采用積分差值法解決了V形及角焊縫的識別,用消波的方法解決了CO2焊接中電流噪聲問題。1990年首先提出采用計算機仿真的方法研究電弧傳感系統的識別方法,取得了重要的結果。1996年利用計算機仿真的技術,深入研究了傳感系統的信息輸入和輸出,首次提出交換信息空間,采用特征諧波法識別坡口的辦法,又提出數字濾波技術,使電弧傳感器的信息處理有了突破性的進展。1993年韓國的J.W.Kim,S.J.Na通過使用二次曲線擬合法,即焊接電流信號能被擬合成曲線,此曲線中焊接電流信號值與焊炬到工件的距離成反比。在擺動方向改變處,曲線擬合焊接電流信號即焊接電流值,因而能作為焊縫跟蹤的控制信號。1998年,華東船舶工業學院也使用模糊控制實現了焊縫的自動跟蹤。
3.電弧傳感器的應用
電弧傳感器經過多年的研究與發展,體積和重量大大減小,焊縫識別能力增強,同時隨著計算機技術及模糊數學等相關學科的發展,旋轉電弧傳感器已經步入實用的階段,清華大學開發了兩種自動焊機。第一種是在普通的自動焊機上增加十字滑塊,將電弧傳感器安裝在十字滑塊上,通過控制十字滑塊的電動機來進行糾偏。第二種是一種全自由度的自動焊機,它無 需像第一種有固定的軌道,是一種可自由爬行的自動跟蹤焊機。南昌大學將高速旋轉電弧傳感器安裝在焊接機器人上實現了焊縫的自動跟蹤。1993年,J.W.Kim、S.J.Na設計了一種自適應模糊控制器,將模糊控制技術應用于焊縫跟蹤并取得了良好的跟蹤效果。在工業上,電弧傳感器在弧焊機器上有了較好的應用,德國的CLOOS公司生產弧焊機器人使用的是擺動式電弧傳感器;而在日本,裝配了高速旋轉電弧傳感器的弧焊機器人已經在造船工業中使用。華東船舶工業學院使用單片機實現了旋轉掃描式焊炬的焊縫跟蹤。這些都說明,電弧傳感器是有著廣泛的應用前景的。
三、面臨的問題
雖然對電弧傳感器已經有了大量的研究,但是電弧傳感器的應用特別是在國內的應用還不能達到使人滿意的程度,目前僅限于某些特殊場合的焊縫跟蹤。其一,由電弧傳感器的原理可知,它要求焊槍擺動,為此要有一套控制擺動的裝置,而且有些場合不宜采用擺動。對I形坡口或無間隙對接焊則不能獲得滿意的效果。在現有的工業應用中,成功的例子還都是在V形坡口和角焊縫上完成的。這些都限制了電弧傳感器的應用范圍。其二,對電弧傳感器信號的處理也是難點之一,因為弧焊過程有許多對信號采集與處理不利的因素,像短路電流的干擾,熔池液態金屬波動或流動的干擾等,這對獲得完整的坡口形狀信號帶來了很大的困難。如何去除這些干擾從而獲得良好的信號,雖然有過很多的研究,但是還沒有一個較好的解決方案。其三,控制方法的選擇,傳統的PID控制已經無法滿足復雜、非線性的焊接過程,而采用自組織模糊控制是一個比較好的解決方法,但實現起來又會遇到運算量大等問題,對簡單處理器無法實現實時控制。而采用PC機,則增加了成本,無法滿足企業對經濟效益的要求。
電弧傳感器的特點非常有利于焊接智能控制的實現,而智能控制對確保焊接質量有著十分重要的意義。解決上述三方面的問題,將是今后焊接自動化、智能化的研究熱點。
四、結語
電弧傳感器與光學傳感器并稱為弧焊自動跟蹤兩大傳感器,其中電弧傳感器不同于其他任何一種現有的傳感器,它不是獨立于焊接電弧焊接電源系統之外的東西,而是與電弧特性和電源的特性緊密相關的一部分。雖然在某些場合它的適用性受到限制,但其應用前景還是很廣泛的。
隨著智能控制技術的發展和焊縫識別與實時控制等一系列問題的解決,電弧傳感器在焊接自動化中將體現更為重要的應用價值。
下一篇: PLC、DCS、FCS三大控
上一篇: 電磁法測扭矩

型號:ML200PS1PC
價格:面議
庫存:10
訂貨號:ML200PS1PC

型號:ABH200PSC1B
價格:面議
庫存:10
訂貨號:ABH200PSC1B

型號:GLGD12D
價格:面議
庫存:10
訂貨號:GLGD12D

型號:19C003PG1K
價格:¥8000
庫存:10
訂貨號:19C003PG1K

型號:13C0500PA1K
價格:¥5500
庫存:10
訂貨號:13C0500PA1K

型號:SPT4V5000PS5W10
價格:¥7500
庫存:10
訂貨號:SPT4V5000PS5W10


