用語說明使用注意事項
撥碼開關 用語說明

●關于輸出代碼
用語意義2進制代碼(binary code)用2個值(“0”和“1”、“OFF”和“ON”等)的組合構成的符號。10進制代碼(decimal code)采用10進制的代碼。使用0、1、2、3、4、5、6、7、8、9。2位10進制代碼(binary-coded decimal code)將10進制分開的數字用2進制表示。也叫BCD代碼。2位16進制代碼(binary-coded hexadecimal code)將16進制分開的數字用2進制表示。使用0、1、2、3、4、5、6、7、8、9、A、B、C、D、E、F。奇偶校驗(parity check)是一個檢測2進制代碼有無錯誤的方法。加上奇偶校驗用的信號,作為奇數(或偶數)統一起來,將其用于判定。實碼(real code)作為電子電路的2值信號,將相對于接地電壓較高的H定為1,較低的L用0表示。補碼(complement code)與實碼相反,“H”用0表示,“L”用1表示。
●關于刻度盤的「+」、「-」顯示
(-PM型)
以06型(2位10進制代碼)顯示, 但也可以制成以「+、-、+?-」顯示的機型, 而不是以「0、1、2?9」顯示。
其型號為A7□-206-PM或A7□-206-PM-1。
下圖為A7BS-206-PM的示例, 將本體的輸出端子1和COM端子間作為2進制代碼使用。
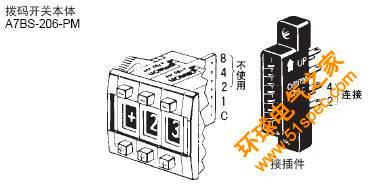
A7BS-206-PM的示例
型號本體/接插件COM.的端子編號和COM.連接的端子編號A7BS本體C1248接插件24567 +(0) —(1)● +(2) ● —(3)●● +(4) ● —(5)● ● +(6) ●● —(7)●●● +(8) ●—(9)● ●注1. ●標記表示內部開關為ON狀態。
注2. ( )內的數字表示為A7BS-206型時的刻度盤。
●關于帶制動器的型號
是一種在任意位置間鎖定轉子的機構, 有兩種型號,組裝時設定的型號和能夠在外部進行任意設定的型號。
例如, 將0~9的顯示設定為在0~5范圍之外不旋轉。
·在型號的末尾加上-S□□, 在□□填入設定數值的范圍。
例: A7PS-203-S05 ·能夠制成帶制動器的機型分別為A7DP、A7D、A7BS、A7BL、A7PS及A7PH。個別型號請至本公司垂詢。
·A7BS-□-S附帶止動銷, 客戶可以從外部進行任意設定。
·對于A7MD、A7CN-1、A7CN-2、A7CN-L2系列不能制成帶制動器的機型。
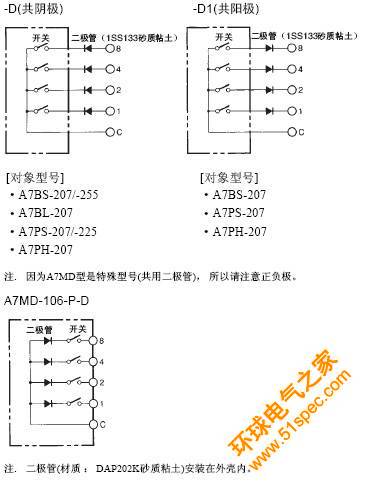
●關于帶二極管的型號
撥碼開關 使用注意事項
●關于使用場所
·請勿在產生燃氣(氨氣、氯氣、二氧化硫等) 的場所使用。
·由于不具備防滴性, 因此, 請勿在滴水、滴油的場所使用, 也不要在手上粘了水、油時進行操作。
·特別是在沙塵飛揚的場所, 請設置防塵罩, 并進行提高防塵性的處理。
●關于保管場所
在高溫、高濕環境下保管及在常溫下長期保管容易使端子部發生氧化反應, 造成焊接部位故障。
請避開高溫、高濕環境保管, 盡早使用。
●關于使用
·關于布線作業
布線完成以后, 請確保適當的絕緣距離。
·關于開關的設置
經常在按下狀態下使用, 會加速零件老化, 引起特性變化, 因此請避免該操作。
·通電狀態下請勿觸摸充電部。
·請勿在一個開關上連接多個電源。將會導致電路的誤動作和短路。
·如果要修改數值設定, 請勿用濕的手指或在手上粘有油、異物時操作操作按鈕。
·如果要清除成型樹脂外殼等表面污物, 建議您使用酒精。
但請注意, 切勿使酒精滲入內部。
·請勿使用稀釋劑等會滲入樹脂的溶劑。
·連接開關單元時, 請將各外殼的凸出部和凹陷部接合。
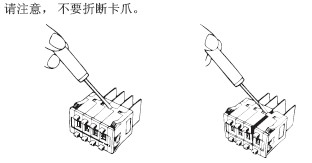
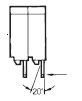
·拆除連接時,如下圖所示, 請使用螺絲刀,拆下上下卡爪后進行拆卸。
·請勿同時按下推進操作式按鈕的。
·掉落可能會造成端子變形、印刷基板破損、及用于連接開關側的樹脂卡爪折斷等,
因此請注意, 切勿使其掉落。
●關于印刷基板用端子型
·使用印刷基板用端子型時, 印刷基板的端子插孔應為φ1mm 以上。
·使用印刷基板用端子型時,請勿用力過大。尤其是, 一旦墜落,
會導致端子變形和破損, 因此請勿使其墜落。
●關于接插件
·插入接插件時, 請按接插件的箭頭方向向上安裝。(參見653、658頁)
·接插件的插入載重如下,每個A7B-C單元約為14.7N、NRT-C約為34.3N。
●關于焊接
焊接布線基板時, 請注意以下幾點:
·自動焊接
如果整個清洗, 助焊劑會進入內部, 造成接觸不良或旋轉不良等, 因此請勿整個清洗。
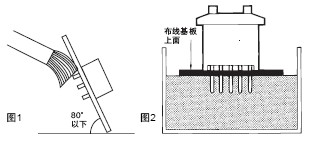
另外, 清洗助焊劑清洗時, 請如圖1所示傾斜80°以上, 僅用浸了溶劑的刷子刷洗背面。
也可以僅用溶劑浸潤反面后用刷子清洗。
·浸焊
在涂敷助焊劑溶液的工序中浸漬時間應為2秒以下, 并且如圖2所示,
請勿使助焊劑覆蓋到布線基板上面。用刷子涂敷的方法比較不容易滲入。
但是如圖1所示, 此時請傾斜80°以上。關于助焊劑的清洗, 與上述“自動焊接” 相同。
·使用烙鐵時
請在30W、350℃、3秒以內進行焊接。
清洗時, 同上。
錫焊時、以及其后的3分鐘內, 請勿向端子施加力。否則會導致導通或動作不良。
·請不要讓焊接用助焊劑及酒精侵入開關內部。 | 

